
- 新浪微博

- QQ空间

- 豆瓣网

- 百度新首页
取消





| 面议 | |
| 1 | |
| 不限量 | |
| 自买家付款之日起3天内发货 | |
| 河北沧辰科技 |
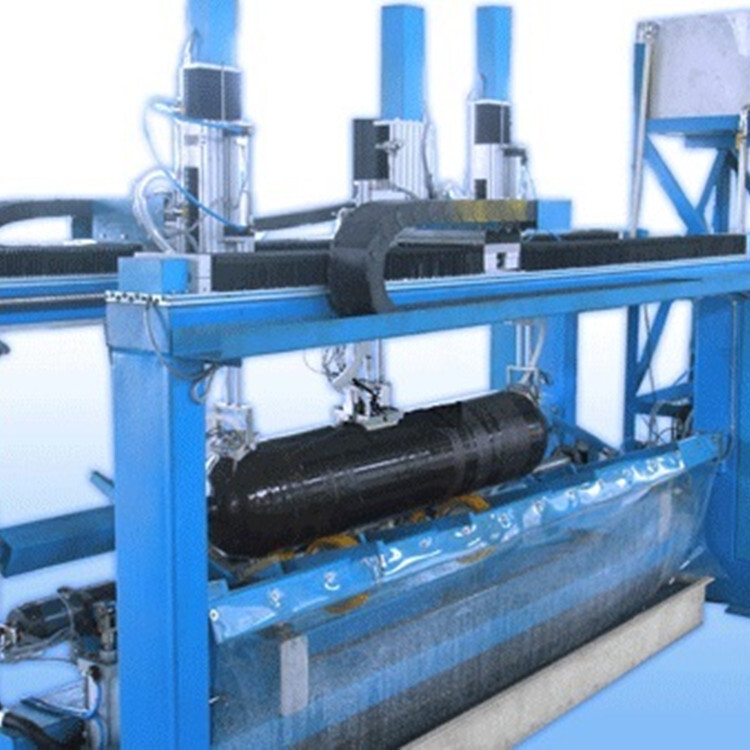
超声波自动在线探伤系统
一、概述全自动水浸超声波探伤系统,它将对焊缝及热影响区进行全面无损检测的自动化系统。是确保钢管成形焊接后产品质量监控的一项重要手段,近年来也成为大管线生产的设施。超声波自动探伤系统统中6只超声波探头分三组对焊缝纵向缺陷,横向缺陷及热影响区分层缺陷进行在线连续探测,并实现了自动运行控制及终端计算机统一对检测结果进行综合管理,自动打标记。运行中,操作简单,系统检测过程明了,结果真实可靠。是目前国内机电一体化微机管理等方面技术水平*高、检测结果真实可靠的超声波自动检测设备,详细工作原理见系统有关资料。二、主要指标及性能介绍适应范围检测范围及通道与探头配置 管径:D219-D1620mm 壁厚:5mm-1500mm 管长:5-60m 检测方式:在线 纵向缺陷:2-15个通道,探头2.5MHz 10×14。 横向缺陷:2-15个通道,探头2.5MHz 10×14。 热影响区分层缺陷:2-15个通道,探头5MHz 14×8。
超声波自动在线探伤系统
系统技术指标 满足API 5L、GB/T9711.1-1997、GB/T9711.2-1999标准要求。 检测速度:0.6-3米/分。 标记精度:±10mm。 本系统能满足于GB/T9711.1-1997和API.Spec/5L及相应标准的检测系统要求。 对管体的焊缝缺陷、焊接热影响区分层缺陷进行全自动检测。 重复频率:1600HZ 800HZ 400HZ 频带宽度:1-10MHZ 垂直线性:≤5% 水平线性:≤1% 动态范围:>28db 灵敏度余量:≥50db(2.5PΦ20探头检测200-Φ2平底孔) 分辨率:>26db 噪声电平:<15% 衰减量:总衰减量100db 衰减器误差:±1db/12db 具有电动气动调节探头位置功能。 满足现场工作要求:手动/自动操作灵活可靠。 抗干扰能力:能防止电磁波干扰和网络电压的波动干扰。 打标精度:±30mm 探伤速度:5m/min。 闸门宽度及位置:钢中纵波声程240mm,步进0.15mm。 闸门数量:2个(每通道)。 报警电平调节范围:0- G1闸门对焊缝加强高旁轮廓波的跟踪功能。

超声波自动在线探伤系统
三、计算机及控制系统◆钢管探伤时由计算机进行综合管理,实时控制、自动记录、存储、报警。◆多通道超声波仪器满足A型扫描超声波探伤仪通用技术条件的要求,同时应适应焊缝在线探伤的需要。◆六通道超声波探伤仪有6画面一组显示、全数字判定、控制、管理等功能,并具有向计算机进行通讯的能力,仪器结构均采用三单元结构,一单元为前置单元,前置单元放在探头架旁以减少探头线过长引起的信号干扰;二单元为主机,采用数字电路结构,内藏计算机对各种检测参数进行综合控制、管理,同时进行主信号循回放大报警;三单元为显示单元,通过A/D采集后用17英寸液晶彩色显示器对六通道探伤信号进行全声程显示。◆系统具有较强的抗干扰硬件措施:如采用净化稳压电源,线路屏蔽等措施,在仪器内部设置相关评判报警电路等。G1波门对焊缝加强高轮廓波跟踪。因此本系统完全适应在各种复杂电气环境下正常工作。四、机械及焊缝跟踪系统◆的机电一体化设计,各部份机械动作平稳可靠,采用垂直气动提升气缸升降机械手移动探头特殊的三维随动机械手,确保探头具有很强的三维随动能力。◆完善的计算机后处理功能,具有钢管原始资料统计,检测数据实时处理,计算机控制标记,超标缺陷的长度计算及计算机绘制缺陷分布图示,各探头报警位置统计、钢管评判、存储、打印、拷贝功能及信息通讯能力。◆焊缝探头架立的机械调整结构具有电动升降(600mm)、电动轴向移动(大于1600mm)、轴向电动调节(大于180mm)及探头架旋转(大于90°)功能。◆升降轴向移动机构均具有限位保护装置。下降作业定位时带有自动定位器,定位精度小于±2mm。同时具有CCD摄像头摄像,在监视器上人工观察调整轨迹的功能,达到电动跟踪目的。◆通过安装在探伤机架上的编码器测量焊缝的运行速度和距离,从而准确记录和标记缺陷位置。根据运行情况对其基准进行自动修正。
| 河北沧辰科技有限公司 | |
| 刘力铭 |
|
| 无 | |
| 13552169822 | |
| 无 | |
| 无 | |
| 无 | |
| 超声波测厚仪,探伤仪 | |
| http://hebeicangchen.b2b.huangye88.com/m/ | |


